

製造工程
名北工業では、お客様のご要望に応じ、今まで培ってきた加工技術と加工条件などのノウハウをもって製品を作り込んでおります。ここでは、代表的な製造工程についてご紹介します。

線材(素材)が神戸製鋼様より、船で名古屋港まで、名古屋港からはトラックで運ばれてきます。
その後、荷下ろしと同時に入念な線材の受入チェックを行い、基準をクリアできない線材は、ここでストップします。




お客様の要求品質に応じ中間伸線(1次伸線)を施します。中間伸線を行う理由は、5.0mm以下の細径をご要望される場合と、お客様で強加工が行われる場合に変形しやすい材料を望まれる場合です。

名北工業では、球状化焼鈍を行っております。お客様での過酷な冷間加工(鍛造・圧造)に耐えうる、より変形しやすい材料へと変化させます。


お客様での冷間圧造時の表面の潤滑性を確保するために、酸洗皮膜ラインで潤滑剤を皮膜します。また、熱処理や中間伸線の前に、鋼線のスケール汚れを落とす目的でも使用されます。

お客様に製品を提供するための、最終加工工程になります。ご要望のサイズと強度に整えるとともに、お客様の加工形態に合わせて、伸線潤滑剤を選定することも大きなノウハウです。


お客様と取り交わした仕様を満たしているかを検査し、出荷の可否を判定しています。


検査に合格した製品は、出荷となります。
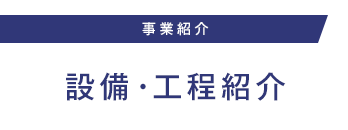
生産設備
冷間圧造用鋼線を加工するために必要となる主な設備を紹介します。

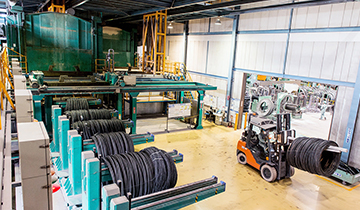
 伸線機(太径)
伸線機(太径) 伸線機(細径)
伸線機(細径) 熱処理炉(STC炉)
熱処理炉(STC炉) 自動酸洗設備
自動酸洗設備 自動搬送台車
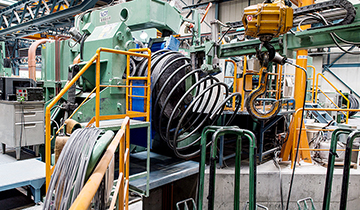
自動搬送台車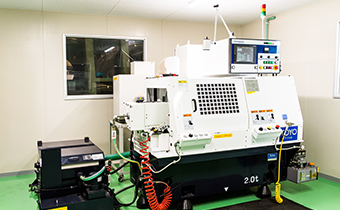 ダイス開発用CNC内面研削盤
ダイス開発用CNC内面研削盤検査設備及び試験計測機器
名北工業の冷間圧造用鋼線の品質をチェックするために使用する試験計測設備を紹介します。
 1000KN万能試験機
1000KN万能試験機 500KN引張試験機
500KN引張試験機 ロックウェル硬さ試験機
ロックウェル硬さ試験機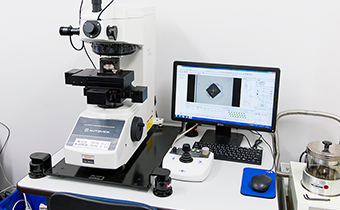 自動マイクロビッカース硬さ試験機
自動マイクロビッカース硬さ試験機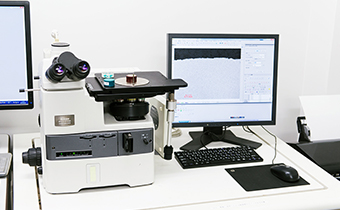 倒立金属顕微鏡
倒立金属顕微鏡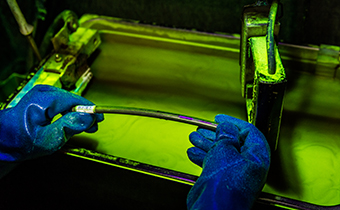 磁粉探傷試験装置(冷間圧造用鋼線)
磁粉探傷試験装置(冷間圧造用鋼線)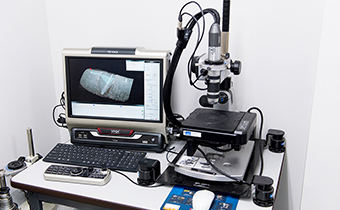 3Dマイクロスコープ
3Dマイクロスコープ 表面粗さ輪郭測定器
表面粗さ輪郭測定器 走査型電子顕微鏡(SEM+EDS)
走査型電子顕微鏡(SEM+EDS) 波長分散型X線分析装置(WDS)
波長分散型X線分析装置(WDS) バウデン試験機
バウデン試験機 発光分光分析装置
発光分光分析装置